
��ηֱ�����Ĥ�ĺÉ�
һ���������a��ˇ����
��HDPE����Ĥ�����a��ˇ���棬Ŀǰ���ȣ��������H�����ȹ��ЃɷN���a��ʽ���քe�鴵Ĥ��ˇ���Լ�ƽ�D��ˇ��Ŀǰ���H��85%�ĬF������Ĥ�a�����^��������½�����Ĥ�a�������Ǵ�Ĥ��ˇ���a�����@����鴵Ĥ��ˇ����^ƽ�D��ˇ���f���������c���ݣ�
1�����ڹ�������Ĥ���f��
�ɷN��ͬ���a��ˇ������Ĥ��֬ԭ�ϵ�Ҫ��ͬ��ƽ�D��ˇ��֬ԭ�ϵ�����ָ��һ���0.11g/10min���yԇ����ASTMD1238Cond.E������Ĥ��ˇ��֬ԭ�ϵ�����ָ��һ���1.0g/10min���yԇ����ASTMD1238Cond.E�����@����鴵Ĥ��ˇ����֬ԭ�ϵ�Ҫ����ߣ���ԭ�ϵ�����ָ��Ҫ����ߣ��˷N��ʽ���a��������Ĥ�aƷ��������չ����Ҳ���ã��ĬF�����Hʩ���Č�����f��������չ���ܸ��õ�HDPE����Ĥ�ܸ��õČ��ⲿ���dؓ�ɣ��������������͙Cе�ȣ��M��������
2�����ڲ�������Ĥ���f����Ĥ��ˇ��һ�����η������a�rͨ�^�Ӵ����ⷽʽ�γ�����Ĥ���棬��Ʒ��һ���w�����c���ׄ��䡣ƽ�D��ˇ��ɲ����η����Ȍ���������Ĥ���a��ɺ�ͨ�^���ֲܴ��w���ķ�ʽ�ڹ������γɲ��棬��Ʒ�������w���ϣ����c�ׄ��䣬������ӻ����¹ʵĿ����ԣ���������O�롣���⣬����Ҫ���ǣ���Ĥ��ˇ���Ը�����ͬ�������̵IJ�ͬ���ε�Ҫ��ͨ�^�{����������������ȷ�ʽ�����a������߶ȸ��ߵIJ�������Ĥ�aƷ���aƷĦ��������߅�·����Ը��ã���ȫϵ�����ߣ��Ķ��ܸ��õĝM�㹤��Ҫ���e�����f���˜�ָ���Ќ���������Ĥ�IJ���߶�Ҫ���0.25mm����Ĥ��ˇ�������a��0.5mm���^���ã���0.75mm��һ�㳣�ã��IJ�������Ĥ�aƷ����ƽ�D��ˇ�����乤ˇ������ȱ�݆��}����ʹ���a���ĮaƷ���кܴ�ľ����ԣ���������Ĥ�IJ���߶��Dz��ɿصġ��ټ���ƽ�D��ˇ���a���IJ�������Ĥ���c��Ĥ�����������w�����c�ׄ��䣬��������������һ�㲻���]ʹ��ƽ�D��ˇ���a������Ĥ�aƷ��
�������Ϸ�������
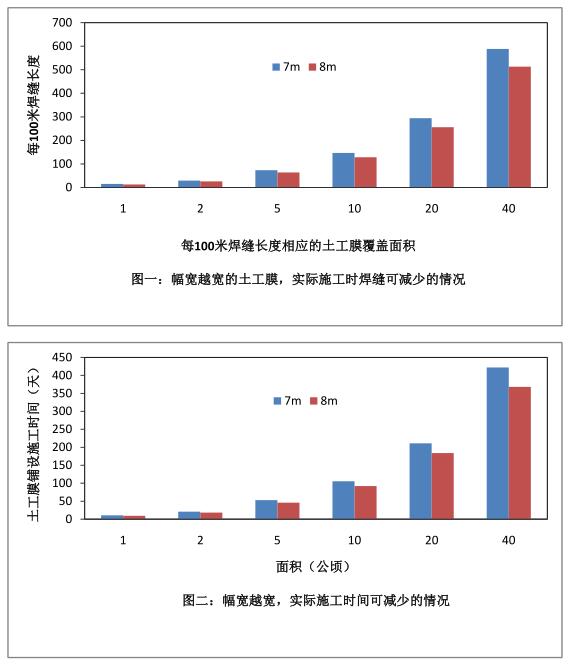
�����������ʩ���������������������������Ƶ���O��e�^����Ŀ���ԣ�һ�㽨�h�x�÷����^����HDPE����Ĥ���ϡ�����Ҫ��ԭ�����ڣ�����Ĥ�ķ���Խ�����M�Ќ��H����ʩ���r�����a���ĺ��p��Խ�٣������p������Ĥ�l���B©�ĸ߰lλ�ã����pԽ�٣��B©�Ŀ����Ծ�ԽС�����BЧ��Խ�á�
���⣬�������ӣ����p�p�ٵ�ͬ�r��Ҳ�鹤���Ŀ����ɂ����������l����һ���ǿ��Ԝp�ٺ���ʩ���r��Ĵ�ӓp�ģ���8����������Ĥ�c7����������Ĥ����^����Փ�ϵēp���ʿ��Խ���14%�������ڹ����Ŀ�ɱ��Ľ��͡���һ�c���ǿ��Ԝp���Ŀ��ʩ�����ڣ��Լ������������ɱ���
��������ԭ���Ϸ���
����Ĥ��ԭ���У�97%���֬�����Ԙ�֬�ĺÉČ�������Ĥ�ĺÉ��ǛQ���Եġ�����Ŀǰ�ܶ�ďS�Ҟ��˽��ͳɱ����ձ��ʹ��һЩ���|��ԭ�ϣ����Դγ�
�ã����ºܶ�Ĺ���ʹ�õ�����Ĥ�|�������چ��}��
Ŀǰ�Ј�����Ҫ��ԭ�Ϸ֞����N��
��һ�n��ʹ�ÚW����Ʒ�Ƶ�ȫ������Ĥ���Ø�֬����ԭ�ϡ���������ʹ�õ���ȫ��ǰ���Ę�֬���a�����������յĘ�֬��
�ڶ��n��ʹ���Ж|�^�a��֬��ԭ�ϵġ�����GSE���Ї��Ĺ��S��ʹ���@�Nԭ�ϣ�߀�в��և��a�S��Ҳʹ���@Щ��֬���@�N��֬�|����̫�������������a�|�����Ƶ����a��ˇ�������պõ�Ԓ�������ܝM���������Ĥ�Ę˜ʡ�
�����n��ʹ�Ç��a��HDPE�ܵ��Ϟ�ԭ�ϡ��@�NHDPEԭ�Ϸ�����Ĥ���ùܵ��ϣ���̖Ҳ��һ�ӣ�һ����������������HDPE��Ʒ�õģ�����ܵ��������@�N�ϵ�����ָ�˺�����Ĥ���������ܴ����m��������Ĥ���ܶ����a�S�Ҟ��˱��ˣ���ʹ���@�Nԭ�ϡ�
���ęn��ʹ�û��ρ��������@�������|��ԭ�ϣ�ʹ�û������a������Ĥ�������O�̣����Nָ�˶����y�M�㹤�̵�����
- ��һƪ������Ĥ����ʩ��Ҫ��ȱ�ݙz�y�����a 2018/3/23
- ��һƪ�������������� 2016/10/15